

Die meisten Käufer „scheitern“ nicht daranSBlechverarbeitungweil sie das falsche Material oder die falsche Fabrik gewählt haben. Projekte scheitern meist in der Grauzone: unklare Toleranzen, fehlende Oberflächenerwartungen, unvollständige Montagehinweise und Designänderungen im Spätstadium die einen Lieferanten zum Raten zwingen. Diese Vermutungen führen zu Ausschuss, Nacharbeit, Lieferverzögerungen und unangenehmen Qualitätsanrufen.
In diesem Artikel wird eine wiederholbare Möglichkeit beschrieben, Blechteile mit weniger Überraschungen zu kaufen. Er umfasst Design-for-Manufacturability (DFM), Material- und Oberflächenauswahl, Inspektionserwartungen und Lieferantenfragen, die tatsächlich eine pünktliche, montagefertige Lieferung vorhersagen. Sie finden außerdem einen Fähigkeits-Snapshot und eine Bewertungsmatrix, die Sie während der Beschaffung wiederverwenden können.

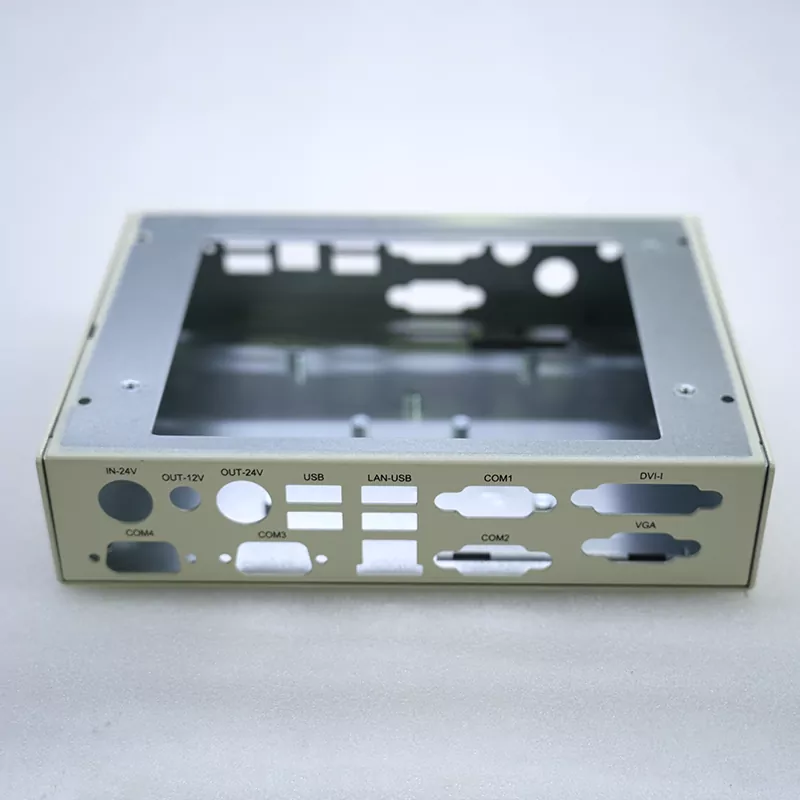
Wenn Sie Gehäuse, Halterungen, Racks, Schränke oder Gehäuse beschafft haben, ist Ihnen wahrscheinlich das gleiche Muster aufgefallen: Die erste Charge sieht „fast richtig“ aus, aber der Zusammenbau wird zu einem Ringkampf. InBlechbearbeitung, „Fast richtig“ ist teuer – weil das Teil maßlich nahe beieinander, aber funktionell falsch sein kann.
Die gute Nachricht: Mit einem besseren „Spezifikationspaket“ und einer gemeinsamen Prozesslandkarte können Sie das meiste davon verhindern. Dafür sind die nächsten Abschnitte gedacht.
Ein starkes RFQ-Paket erfüllt zwei Aufgaben: Es ermöglicht eine genaue Angebotserstellung und macht Spekulationen während der Produktion überflüssig. FürBlechbearbeitung, das „Raten“ geschieht normalerweise rund um Biegungen, Löcher, Finish und Montage. Folgendes müssen Sie einbeziehen, damit Ihr Lieferant das Teil bauen kann, das Sie gemeint haben – und nicht das Teil, das er angenommen hat.
Bei der Materialwahl kommt es nicht nur auf die Kosten an, sondern auch auf Korrosion, Gewicht, Steifigkeit, Leitfähigkeit und Aussehen. Wenn Sie die Sorte nicht klar angeben, wählt der Lieferant möglicherweise ein Äquivalent aus, das sich beim Biegen oder Beschichten anders verhält.
„Pulverbeschichtung“ zu sagen ist ein Anfang, keine Voraussetzung. Fügen Sie hinzu, wie „gut“ aussieht: Farbcode, Textur, Glanzbereich, Maskierungszonen, zulässige Ausbesserung und Erwartungen an Kratzer/Handhabung. Wenn Ihr Produkt Kunden gegenübersteht (Frontplatten, Kioske, sichtbare Gehäuse), geben Sie dies ankosmetische Zonen.
Fügen Sie Ihrem Zeichnungspaket eine kurze Linie hinzu:„Oberflächen der Klasse A: Vorder- und Oberseite. Keine sichtbaren Kratzer bei 600 mm bei normaler Bürobeleuchtung.“Dieser eine Satz spart Wochen.
Käufer, die konsistente Ergebnisse erzielen, machen in der Regel eines anders: Sie einigen sich auf den Arbeitsablauf, bevor das erste Teil hergestellt wird. Nachfolgend finden Sie eine praktische Prozesskarte, die Sie bei jedem Lieferanten verwenden können – auch bei Teams wieDongguan Xinyang Industrial Co., Ltd.wenn Sie kundenspezifische Racks, Gehäuse, Gehäuse, Verteilerkästen oder nicht standardmäßige Teile beschaffen.
Hier besteht das größte Dimensionsrisiko. Laserschneiden und -stanzen definieren Ihre Lochpositionen; Das Biegen definiert Ihren endgültigen Umschlag. Fragen Sie Ihren Lieferanten, wie er den Biegeabzug und die Rückfederung für Ihr spezifisches Material und Ihre Dicke steuert.
Durch die Endbearbeitung können sich die Abmessungen geringfügig ändern und Fehler sichtbar werden, die Sie am rohen Metall nicht bemerkt haben. Planen Sie Maskierung, Erdungspunkte und Inspektion nach Abschluss. Die Verpackung sollte den kosmetischen Anforderungen entsprechen (insbesondere für Oberflächen der Klasse A).
Die Endkontrolle sollte sich auf die 2D-Zeichnung und die vereinbarten Abnahmekriterien beziehen. Bei Erstbauten reduziert ein Erstmusterprüfbericht (FAI) Streitigkeiten und beschleunigt die Genehmigung.
Fähigkeitstabellen sind nützlich, wenn Sie sie als Ausgangspunkt und nicht als Garantie betrachten. Geometrie, Teilegröße, Anzahl der Biegungen und Anforderungen an die Endbearbeitung können die Realität verändern. Dennoch ist es hilfreich, bei der Diskussion eine Ausgangsbasis zu habenBlechbearbeitungAnforderungen.
| Artikel | Typischer Bereich/Hinweis | Warum es für Käufer wichtig ist |
|---|---|---|
| Blechdicke | 0,8 mm – 6,0 mm | Beeinflusst Steifigkeit, Biegeradien, Auswahl der Befestigungselemente und Haltbarkeit der Oberfläche. |
| Maximale Verarbeitungsgröße | Bis zu 2500 mm × 1250 mm | Betrifft Gehäuseplatten, Racks, Schränke und große Abdeckungen ohne Spleißen. |
| Biegegenauigkeit | Etwa ±0,2 mm (abhängig von der Geometrie) | Entscheidend für die Türausrichtung, die Abdichtung von Schnittstellen und den Montagesitz. |
| Lochgenauigkeit | Etwa ±0,1 mm (abhängig vom Merkmalstyp) | Verhindert falsch ausgerichtete Schrauben, Nietmuttern und Steckerausschnitte. |
| Oberflächenoptionen | Pulverbeschichten, Lackieren, Galvanisieren, Oxidation, Siebdruck | Steuert die Korrosionsbeständigkeit und das kosmetische Erscheinungsbild im Endmarkt. |
| Kernprozesse | Laserschneiden, Stanzen, Biegen, Schweißen, Nieten | Definiert erreichbare Komplexität, Durchsatz und Gesamtkostenstruktur. |
Tipp: Wenn Sie engere Toleranzen oder anspruchsvolle Kosmetik benötigen, fordern Sie einen „Prozessplan“ plus Messpunkte (nicht nur ein Angebot) an.
„Wir machen QC“ reicht nicht aus. Du willst es wissenWoQualität wird geprüft,Waswird aufgezeichnet, undWieProbleme sind enthalten. InBlechbearbeitungBei der Qualität geht es weniger darum, Fehler am Ende zu erkennen, als vielmehr darum, Abweichungen beim Schneiden, Biegen und Endbearbeiten zu verhindern.
Wenn Sie die Beschaffung im Ausland verwalten, fordern Sie ein einfaches Qualitätspaket an: FAI-Bericht (für das erste Los), Aufzeichnungen der wichtigsten Abmessungsmessungen, Endbestätigung (Farbe/Textur) und Fotos der Verpackung. Das reicht normalerweise aus, um zu verhindern, dass „wir es schon verschickt haben – Überraschung!“ Momente.
Wenn Käufer sagen: „Blech ist zu teuer“, liegt das Problem oft nicht am Lieferanten, sondern an der Wahl des Designs und der Verarbeitung die langsame Zyklen erzeugen. Hier sind die Hebel, die Sie betätigen können, ohne auf Leistung zu verzichten.
Wenn Sie konsistent wollenBlechbearbeitungUm die Ergebnisse zu ermitteln, wählen Sie Lieferanten mithilfe eines wiederholbaren Bewertungssystems aus. Nachfolgend finden Sie eine einfache Matrix, die Sie in Ihre RFQ-Bewertung kopieren können.
| Kategorie | Wie „gut“ aussieht | Fragen, die man stellen sollte | Gewicht (Beispiel) |
|---|---|---|---|
| DFM-Fähigkeit | Proaktive Vorschläge; Erkennt Toleranzstapel und Abschlussrisiken frühzeitig | „Können Sie eine DFM-Notizliste mit dem Angebot zurücksenden?“ | 20 % |
| Prozessabdeckung | Zuschneiden + Biegen + Fügen + Veredeln + Montagemöglichkeiten | „Welche Schritte werden intern oder ausgelagert durchgeführt?“ | 15 % |
| Qualitätssystem | FAI verfügbar; In-Prozess-Kontrollen definiert; klare Fehlereindämmung | „Wie sieht Ihr FAI-Prozess und das typische Messberichtsformat aus?“ | 25 % |
| Kommunikation | Schnelle, spezifische Antworten; bestätigt Annahmen; teilt Fotos/Aufzeichnungen | „Wem gehören technische Fragen und Bearbeitungszeiten?“ | 15 % |
| Zuverlässigkeit der Lieferzeiten | Transparenter Zeitplan; realistische Daten; Verpackungsdisziplin | „Wie schützt man Oberflächen der Klasse A beim Transport?“ | 15 % |
| Kostenstabilität | Klare Kostentreiber; Vorschläge zur Reduzierung der Gesamtkosten | „Welche Designänderungen würden die Kosten senken, ohne die Funktion zu beeinträchtigen?“ | 10 % |
Wenn ein Lieferant nur beim Preis gewinnt, aber bei DFM, Qualität und Kommunikation verliert, zahlen Sie oft die Differenz in Form von Nacharbeit und Verzögerungen.
Senden Sie ein 3D-Modell + 2D-Zeichnung, Materialqualität, Dicke, Endspezifikation (mit Akzeptanzkriterien), Zielmenge/Prognose, und Hinweise zur Hardware/Montage/Verpackung. Wenn eine Oberfläche kosmetisch ist, kennzeichnen Sie sie. Wenn eine Funktion funktionskritisch ist, kennzeichnen Sie sie.
Identifizieren Sie Bezüge und kritische Schnittstellen, vermeiden Sie eine übermäßige Einschränkung aller Abmessungen und bitten Sie Ihren Lieferanten, die Toleranzstapelung zu überprüfen. Fordern Sie für geschweißte Rahmen einen Vorrichtungsplan oder eine Ablaufbeschreibung sowie Messpunkte nach dem Schweißen und nach der Endbearbeitung an.
Es hängt von der Umgebung und den kosmetischen Bedürfnissen ab. Pulverbeschichtung ist wegen ihrer Haltbarkeit und einheitlichen Optik beliebt. Die Beschichtung kann den Anforderungen an die Leitfähigkeit gerecht werden, und Oxidation (Anodisierung) ist für die Aluminiumästhetik üblich. Der Schlüssel besteht darin, Akzeptanzkriterien zu definieren – Farbe, Textur, Maskierung und kosmetische Zonen –, damit das Finish messbar ist.
Ja – mit Prototypen oder Kleinserien zu beginnen ist eine clevere Möglichkeit, Passform, Verarbeitung und Montage zu validieren. Fordern Sie beim ersten Lauf einen FAI-Bericht an, damit die Genehmigungen auf gemessenen Beweisen basieren.
Sperren Sie die Revisionskontrolle Ihrer Zeichnung, vereinbaren Sie eine Prozesskarte, fordern Sie eine Bestätigung der Annahmen vor der Produktion an, und fordern Sie Fotobeweise der wichtigsten Phasen (Biegung, Hardware, Endbearbeitung, Verpackung) an. Eine stabile Kommunikation ist oft genauso wichtig wie die Maschinenfähigkeit.
Wenn Ihr nächstes Gehäuse, Rack, Schrank oder kundenspezifisches Teil keine Überraschungen bietet, sollten Sie sich etwas gönnenBlechbearbeitungwie ein verwalteter Prozess – keine Ware.
Sie können die oben stehende Scorecard verwenden, Ihr RFQ-Paket straffen und die Inspektion und Abnahme abschließen, bevor der erste Schnitt ausgeführt wird. Teams beiDongguan Xinyang Industrial Co., Ltd.und ähnliche Hersteller kommen in der Regel am schnellsten voran, wenn Käufer eine klare funktionale Absicht vorlegen, kosmetische Zonen und Montagedetails vom ersten Tag an.
Sind Sie bereit, von „Anführungszeichen zuerst“ zu „Rechts zuerst“ überzugehen?Kontaktieren Sie unsmit Ihren Zeichnungen, Zielmengen und Finish-Anforderungen – und lassen Sie uns Ihren nächsten Build in eine reibungslose, langweilige (im besten Sinne) Lieferung verwandeln.











